 �֙C��
�֙C��



Ŀ䛣�
����1����ţ�����a�{��ָ��
����2�����������������a�{��ָ��
����3����ζ�����a�{��ָ��
����4������ζ��������a�{��ָ��
һ����ţ�����a�{��ָ��
����1���m�÷���
����������ѹ�ˇָ�������ֿ��]�����S�Č��H��r�ƶ��������a�{��ָ��
����2����ˇ�^��
���������ˮaƷ�Ĺ�ˇҪ����ҹ�˾���O���r����ˇ�^���������£�
����ԭ�̙z�����̡������������A���Ϛ�������s����������ϡ��A��� ���Ϛ��� ���A���Ó������|�����ߜؚ�������s�����b���N�ܡ��b����a������،������S
����3�����gҪ���{��10�����ã�
����3.1 ����
����3.1.1 ԭ���̙z��Ҫ�Ŀ��ضȡ���ȡ�֬���������|��������w���ƾ�����Ќ��йٵȎ��ָ���M�Йz�y��
����3.1.2 ���̣����̜ض�1-8�档
����3.1.3 Ӌ�����ڏS�ȵذ�վ�Q�أ�������ÿ���^���Ξ�ʡ�
����3.1.4 �^�V��ԭ���̽��^80Ŀ104A�p�^�V������ȥһЩ�^���s�|��
����3.1.5 ��s��ͨ�^106A��s��Ƭ��s����108��114A��114B���̹ޕ��档
����3.1.6�A�棺ԭ������108��114A��114B���̹ޕ���,�A��ض�1-8�棬����12С�r���������a, �糬�^12С�rʹ�ã������ƾ�����Ќ��й١���ȵ�ָ���M�Йz�y��
����3.2 ����
����3.2.1 �A���Ϛ������ض�65-70�棬�r�g2��犡�
����3.2.2 ��s�����A���Ϛ������ţ����s��1-8�档
����3.2.3 ���飺ͨ�^111B����C����ȥԭ�����е��s�|��
����3.2.4 �A�棺����ţ����114C��114D��114E���̹ޕ��棬�A��ض�1-8�棬����12С�r���������a,���A��r�g���^12С�r�������������ϡ�
����3.3 ����
������1����ռ������20%���A���Ϛ�����ţ���g�Ӽӟ���56��-64�����뻯�ϸ��С�
������2����BС�ϻ��ϵĜضȱ�����56�桪64�棬���þ��л�ϡ���ɢ������Ч���Ļ����O�䣬ʹ��Һ�ɞ�������
������3����s����������s��1�桫8�档
������4������s��������cռ������80%���A���Ϛ���ţ�̻�Ͼ���
����3.4���Ϛ�����65��2��/2S��
����3.5���|�����|������20MPa�����{����������5MPa�����{һ��������20MPa����
����3.6��s�������Ϛ������������s��8�����¡�
����3.7�W�����������Ϻ������ָ�ˆ����W���O�䣬ʹ�����_�����Ʒ������ָ�ˡ�
����3.8 ��s�����W�����ţ����s��1��-8�档
������ע��
����1�������ӵ�����ԭ���cС�����]��ڕ��棬�����ֹ��Ⱦ��
����2����͙z��횳��ߏ͙z��B�Ρ�
����3�������Ϲ�ʹ��ǰ�չޕr�g�_2С�r������M�П�ˮ�_ϴ15-20��犣����չޕr�g�_12С�r�M�ЉA+����ϴ��
����4���������g��261A��261B��261C��261Dˮ�Ϲޔ���ʼ�K�_����
����3.9�A��
�������Ʒ��220A��220B���̹��A��ض���1-8�棬����2С�r���������a�����A�泬�^2С�r������ǰȡ�ӏ͙z���A�����g�����a���g��ÿ1С�r�_����15��犣����C���Ͼ���
����3.10���ߜ��
������1���A��������A����70-75�档
������2��Ó�⣺�M��Ó��ޣ�Ó�≺����-0.05�� -0.07 MPa��Ó���Һλ��75-85%��
������3�����|�����|������22-24MPa(���{����������5MPa�����{һ��������22-24MPa)��
������4�� ���ߜ���ضȞ�137-142�棬�r�g4��犡�
������5�� ��s���ضȡ�30�档
������6��UHT�C���a���ڲ����^20С�r���B�m���a8С�r�ߜ؟o��ˮѭ�hһ�Ρ�
����3.11�������g���������O�乩�����ṩ�ļ��g����Ҫ��
������ע��UHT�ڽ��������a����r�£����b�C�ΙC���a�r�g���ó��^3С�r��UHT���Ϻ��M�ϼ��r֪ͨ��ˇ�Tȡ�әz�y(����AIC��ϴ�r)��
����3.12 �o����
������1���o���՚≺����1.5MPa,TT140��110��,TT160��110�棬TT180��110�档
������2���o������Ҏ��������o��������ϴ��4С�r�Ȳ������أ�������ǰ���M�ЉA��ϴ�������8С�r֮�Ȳ������أ��t������֮ǰ�M�ЉA+����ϴ��
����3.13 ���b
������1�� ��������
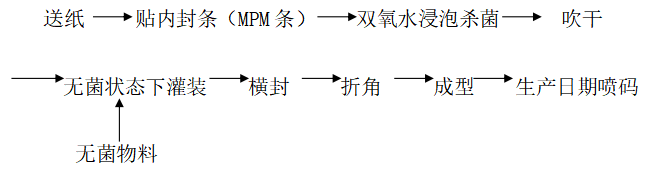
������2����ˇ����
�����������M�Ϝضȣ����Ϝضȡ�30�档
�������p��ˮ��ȣ�30-50%��TBA19ÿ4��С�r�z�yһ�Σ����Lÿ������Qһ�Σ����������Ϲܵ��p��ˮ���30-50%ÿ���z�yһ�Σ�ÿ����ص��Qһ�Ρ�
�������p��ˮ�ض�
����TBA19 ���b�C��70-78�棻
����TBA22 ���b�C����78�档
�����܇���������a���ڡ���̖�����|�ڵȘ��R�Ĵ�ӡҪ��
�����ݹ��b�C���غ��^45��犲����_�C���b������������ء�
������CIP��ʂ����a�r
����ͣ�C�r�g��4С�r����ˮ��ϴ��
����ͣ�C�r�g��6С�r���A��ϴ+��ˮ��ϴ��
����ͣ�C�r�g��12С�r���A������ϴ+��ˮ��ϴ��
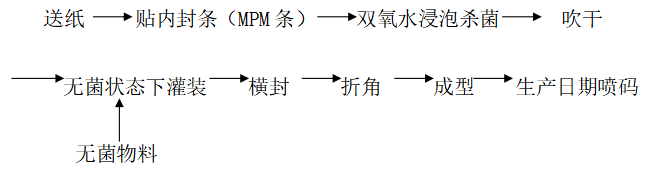
����3.14 ���b
������1�� �N��
���������z�����ضȞ�150-165�档
������2�� �b��
�������b��Ҏ��3��8 ��
�������b����ʽ���Ԅ��b�䣬���䣻
�����۳����ß����z�����ضȞ�170-180�档
����3.15 ���،��z�
����������XX��˾X��Ʒȡ��Ҏ�t������XX��˾��Ʒ����Ҏ��������
����3.16���S��
�������،��z�y�ϸ�aƷ����Ͷ���Ј���
4��ע�����
����4.1 ���a�^�̑�����Ҏ��Ҏ���ą����M�п��ƣ�δҎ���ą������O��Ҫ���M�С�
����4.2 �J���������aӛ䛣��Ա���п����ԡ�
����4.3 ���a�^�̑�������ƣ����ϸ�����Ͻ^���M����һ������
����4.4 ���a܇�g��ֹ���F�ܡ�ð���Ρ�©�F��
���������u���������a�{��ָ��
����1���m�÷���
����������ѹ�ˇָ�������ֿ��]�����S�Č��H��r�ƶ��������a�{��ָ����
����2����ˇ�^��
���������ˮaƷ�Ĺ�ˇҪ����ҹ�˾���O���r����ˇ�^���������£�ԭ�̙z�����̡��������������Ϛ�������s����������ϡ��A����A���Ó������|�����ߜؚ�������s�����b���N�ܡ��b����a������،������S
����3�����gҪ���{��10�������錣�ã�
����3.1 ����
����3.1.1 ԭ���̙z��Ҫ�Ŀ��ضȡ���ȡ�֬���������|��������w���ƾ�����Ќ��йٵȎ��ָ���M�Йz�y��
����3.1.2 ���̣����̜ض�1-8�棨5-8�棩��
����3.1.3 Ӌ�����ڏS�ȵذ�վ�Q�أ�������ÿ���^���Ξ�ʡ�
����3.1.4 �^�V��ԭ���̽��^80Ŀ104A�p�^�V������ȥһЩ�^���s�|��
����3.1.5 ��s��ͨ�^106A��s��Ƭ��s����108��114A��114B���̹ޕ��档
����3.1.6 ���飺ͨ�^111B����C����ȥԭ�������s�|��
����3.1.7 �A�棺����ţ����108��114A��114B���̹ޕ���,�A��ض�1-8�棨4-8�棩������12С�r���������a, �糬�^12С�rʹ�ã������ƾ�����Ќ��й١���ȵ�ָ���M�Йz�y��
����3.2 ���Ϛ���
����3.2.1 ����ţ�̽�119�x�ıã����˜ʻ���·��320A��320B�����C��
����3.2.2 ���|�����|�ض�65-70�棬���|����18-20MPa��
����3.2.3 ���Ϛ����������ض�68-75�棨70�棩���r�g15�롣
����3.2.4 ��s�����Ϛ�������s��1-8�棨4-8�棩��
����3.2.5 �A�棺���Ϛ��������114C��114D��114E���̹ޕ���,�A��ض�1-8�棨4-8�棩������24С�r���������a�����A��r�g���^24С�r�������������a��
����3.3 һ������
����3.3.1 ����
����3.3.1.1 ���䷽����Ҫ�İ��Ϛ������A�ȴ���ˮ�Ϲޣ�
����3.3.1.2 ����ˮ200kg����·�а��Ϛ��������ˮ�Ϲޡ�
����3.3.2 B421��Һ�Ƃ�
����3.3.2.1 ��266B��266C��266D���Ϲքe����60-65��ă���ˮ800kg��
����3.3.2.2 ���ɻ�õ��Ǻ�B421�քe�������뵽�������Ϲ��У����C�ܽ�ض�60-65�棨60�棩�����ټ���15������ң�ʹ��Һ�ɞ����ğo���ۿ�Ҋ�w���Ļ���
����3.3.2.3 �����Һͨ�^267����268���x�ıã���269A����269B����s��Ƭ����s��20�棨18�棩���ң��M��ˮ�Ϲޣ�
����3.3.2.4 ����ˮ300kg����·�л����Һ���ˮ�Ϲޡ�
����3.3.3 ����Һ�Ƃ�
����3.3.3.1 ��266D���Ϲ��д���25-45�棨36�棩�ă���ˮ800kg��
����3.3.3.2 ��ʣ��İ�ɰ�Ǻ�AA012����266D���Ϲ��У����ټ���15������ң����C��Һ��o���ۿ�Ҋ�w������Һ��
����3.3.3.3 ͨ�^267�x�ıã����^120Ŀ202A��202B�^�V����ȥ����Һ���s�|����269A��s��Ƭ����s��10�����ң��M��ˮ�Ϲޣ�
����3.3.3.4 ����ˮ300kg����·����Һ���ˮ�Ϲޡ�
����3.3.4 �{��
����3.3.4.1 ��115A��115B�{����зքe����900kg������ˮ��
����3.3.4.2 ������͙�����ƽ�����䵽115A��115B�ɂ��{����г���ܽ⣻
����3.3.4.3 ����AС�ϔ�������C�o���ۿ�Ҋ�w���ľ�������Һ��
����3.3.4.4 �{��ǰˮ�Ϲ������ϵĜضȱ�횡�15�棨10-13�棩����������7.5����������aAD�}�����飬��������7.0������
����3.3.4.5 ����Һͨ�^115�x�ıþ����������ˮ�Ϲ��С����C�������ͣ�D���ữ�r�g��30��犣����C����Ч��,�]�е����|��Ƭ�a����
����3.3.4.6 ����ˮ200kg����·�е���Һ���ˮ�Ϲޡ�
����3.3.5 ���aAD�}������
����3.3.5.1 ��266A���Ϲ��м���500kg������ˮ��
����3.3.5.2 ��DС�ϼ���266A���Ϲ��г���ܽ⣬���ټ���15������ң����C��o���ۿ�Ҋ�w������Һ��
����3.3.5.3ͨ�^267����268���x�ıã���269A����269B����s��Ƭ����s��10�����ң��M��ˮ�Ϲޣ�
����3.3.5.4 ����ˮ300kg����·��DС����Һ���ˮ�Ϲޡ�
����3.3.6 ���ݣ�ֹͣ�����ˮ�������̶�9900L�������Ʒ����15��犺��Ճ�������Ʒ�|���˜��M�Йz�y�����C���Ͼ���
����3.3.7 CС�ϣ��z�y�ϸ�����CС�ϣ����C�������
����3.3.8 �A�棺���Ʒ��220A��220B���̹��A��ض���1-8�棬����5С�r���������a�����A�泬�^5С�r������ǰȡ�ӏ͙z���A�����g�����a���g��ÿ1С�r�_����15��犣����C���Ͼ���
����3.3.9 ���ϣ����Ʒ��227�x�ıã���100Ŀ��60Ŀ��228�^�V����ȥ������803C��803D��803E��803F��803G���g�ޡ�
������ע��
����1�������ӵ�����ԭ���cС�����]��ڕ��棬�����ֹ��Ⱦ��
����2������Һ�^�V�W���ÿ��һ����ϴһ�Ρ�
����3����͙z��횳��ߏ͙z��B�Ρ�
����4�������Ϲ�ʹ��ǰ�չޕr�g�_2С�r������M�П�ˮ�_ϴ15-20��犣����չޕr�g�_12С�r�M�ЉA+����ϴ��
����5���������g��261A��261B��261C��261Dˮ�Ϲޔ���ʼ�K�_����
����3.4 ���ߜ��
����3.4.1 �A��������A����70-80�档
����3.4.2 Ó�⣺�M��Ó��ޣ�Ó�≺����-0.05�� -0.07 MPa��Ó���Һλ��75-85%��UHTB�Еr��������90%����
����3.4.3 ���|�����|�ضȞ�65-75�棬���|������24-25MPa(���{����������5MPa�����{һ��������24-25MPa)��
����3.4.4 ���ߜ���ضȞ�121-123�棨121�棩���r�g4��犣����o�ض�116�档
����3.4.5 ��s���ضȡ�30�棨26�棩��
����3.4.6 UHT�C���a���ڲ����^24С�r��
����3.4.7 �������g���������O�乩�����ṩ�ļ��g����Ҫ��
������ע��UHT�ڽ��������a����r�£����b�C�ΙC���a�r�g���ó��^3С�r��UHT���Ϻ��M�ϼ��r֪ͨ��ˇ�Tȡ�әz�y(����AIC��ϴ�r)��
����3.5 �o����
����3.5.1�o���՚≺����1.5MPa,TT140��110��,TT160��110�棬TT180��110�档
����3.5.2 �o������Ҏ��������o��������ϴ��4С�r�Ȳ������أ�������ǰ���M�ЉA��ϴ�������8С�r֮�Ȳ������أ��t������֮ǰ�M�ЉA+����ϴ��
����3.5.3 �������g���������O�乩�����ṩ�ļ��g����Ҫ��
����3.6 ���b
����3.6.1 ��������
����3.6.2��ˇ����
�����������M�Ϝضȣ����Ϝضȡ�30�棨26�棩��
�������p��ˮ��ȣ�30-50%��TBA19ÿ4��С�r�z�yһ�Σ����Lÿ������Qһ�Σ����������Ϲܵ��p��ˮ���30-50%ÿ���z�yһ�Σ�ÿ����ص��Qһ�Ρ�
�������p��ˮ�ض�
����TBA19 ���b�C��70-78�棻
����TBA22 ���b�C����78�档
�����܇���������a���ڡ���̖�����|�ڵȘ��R�Ĵ�ӡҪ��
�����ݹ��b�C���غ��^45��犲����_�C���b������������ء�
������CIP��ʂ����a�r
����ͣ�C�r�g��4С�r����ˮ��ϴ��
����ͣ�C�r�g��6С�r���A��ϴ+��ˮ��ϴ��
����ͣ�C�r�g��12С�r���A������ϴ+��ˮ��ϴ��
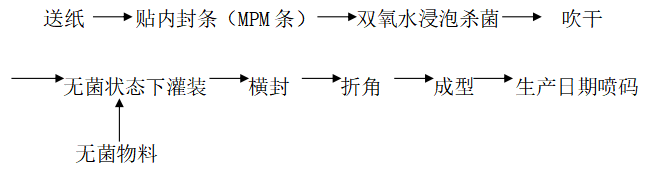
����3.7 ���b
����3.7.1 �N��
���������z�����ضȞ�150-165�档
����3.7.2 �b��
�������b��Ҏ��3��8 ��
�������b����ʽ���Ԅ��b�䣬���䣻
�����۳����ß����z�����ضȞ�170-180�档
����3.8 ���،��z�
����������XX��˾��Ʒȡ��Ҏ�t������XX��˾��Ʒ����Ҏ�������С�
����3.9 ���S
�������،��z�y�ϸ�aƷ����Ͷ���Ј���
����4��ע�����
����4.1 ���a�^�̑�����Ҏ��Ҏ���ą����M�п��ƣ�δҎ���ą������O��Ҫ���M�С�
����4.2 �J���������aӛ䛣��Ա���п����ԡ�
����4.3 ���a�^�̑�������ƣ����ϸ�����Ͻ^���M����һ������
����4.4 ���a܇�g��ֹ���F�ܡ�ð���Ρ�©�F��
������ע��������̖�Ș�ע�錍�H�^��Ĺ�ˇ������
������ζ�����a�{��ָ��
����1���m�÷���
����������ѹ�ˇָ�������ֿ��]�����S�Č��H��r�ƶ��������a�{��ָ��
����2����ˇ�^��
���������ˮaƷ�Ĺ�ˇҪ����ҹ�˾���O���r����ˇ�^���������£�
����ԭ�̙z�����̡������������A���Ϛ�������s����������ϡ��A��� ���Ϛ��� ���A���Ó������|�����ߜؚ�������s�����b���N�ܡ��b����a������،������S
����3�����gҪ���{��10����ζ�̌��ã�
����3.1 ����
����3.1.1 ԭ���̙z��Ҫ�Ŀ��ضȡ���ȡ�֬���������|��������w���ƾ�����Ќ��йٵȎ��ָ���M�Йz�y��
����3.1.2 ���̣����̜ض�1-8�档
����3.1.3 Ӌ�����ڏS�ȵذ�վ�Q�أ�������ÿ���^���Ξ�ʡ�
����3.1.4 �^�V��ԭ���̽��^80Ŀ104A�p�^�V������ȥһЩ�^���s�|��
����3.1.5 ��s��ͨ�^106A��s��Ƭ��s����108��114A��114B���̹ޕ��档
����3.1.6�A�棺ԭ������108��114A��114B���̹ޕ���,�A��ض�1-8�棬����12С�r���������a, �糬�^12С�rʹ�ã������ƾ�����Ќ��й١���ȵ�ָ���M�Йz�y��
����3.2 ����
����3.2.1 �A���Ϛ������ض�65-70�棬�r�g2��犡�
����3.2.2 ��s�����A���Ϛ������ţ����s��1-8�档
����3.2.3 ���飺ͨ�^111B����C����ȥԭ�����е��s�|��
����3.2.4 �A�棺����ţ����114C��114D��114E���̹ޕ��棬�A��ض�1-8�棬����24С�r���������a,���A��r�g���^24С�r�������������ϡ�
����3.3 һ������
����3.3.1����
����3.3.1.1 ���䷽����Ҫ�ă���ţ���A�ȴ���ˮ�Ϲޣ�
����3.3.1.2 ����ˮ200kg����·�Ѓ���ţ�����ˮ�Ϲޡ�
����3.3.2��ռ������15%��20%��������ˮ�������Ϲޣ��ӟ���65���5�棬��BС���c����1��5�ı�����ϣ������ˮ�У����ϵĜضȱ�����65���5�档���þ��л�ϡ���ɢ������Ч���Ļ����O�䣬ʹ��Һ�ɞ������������Һͨ�^267����268���x�ıã���269A����269B����s��Ƭ����s��10�����ң��M��ˮ�Ϲޣ�
����3.3.3��ռ������10%��������ˮ������50���5�棬��AС�Ϻ�ʣ���ɰ�Ǽ��뻯�ϸ��г���ܽ⡣ͨ�^267�x�ıã����^120Ŀ202A��202B�^�V����ȥ����Һ���s�|����269A��s��Ƭ����s��10�����ң��M��ˮ�Ϲޣ�
����3.3.4���ݣ�ֹͣ�����ˮ�������̶�9900L�������Ʒ����15��犺�����ζ������ϰ��Ʒ�|���˜��M�Йz�y�����C���Ͼ���
����3.3.5С�ϣ��z�y�ϸ�����CС�ϣ����C�������
����3.4���Ϛ���
����3.4.1 ���Ʒ��263�x�ıã�ͨ�^263�����M��320A����320B�������C���^�V���A����M��321A����321B�����|�C��
����3.4.2 ���|�����|������18-20MPa�����{����������5MPa�����{һ��������18-20 MPa����
����3.4.3 ���Ϛ������ض�68-72�棬�r�g15��犡�
����3.4.4 ��s����s��1-8�棬����220A����220B�����̹ޡ�
����3.5 �A��
�������Ʒ��220A��220B���̹��A��ض���1-8�棬����5С�r���������a�����A�泬�^5С�r������ǰȡ�ӏ͙z���A�����g�����a���g��ÿ1С�r�_����15��犣����C���Ͼ���
����3.6����
�������Ʒ��227�x�ıã���100Ŀ228�^�V����ȥ������803C��803D��803E��803F��803G���g�ޡ�
������ע��
����1�������ӵ�����ԭ���cС�����]��ڕ��棬�����ֹ��Ⱦ��
����2������Һ�^�V�W���ÿ��һ����ϴһ�Ρ�
����3����͙z��횳��ߏ͙z��B�Ρ�
����4�������Ϲ�ʹ��ǰ�չޕr�g�_2С�r������M�П�ˮ�_ϴ15-20��犣����չޕr�g�_12С�r�M�ЉA+����ϴ��
����5���������g��261A��261B��261C��261Dˮ�Ϲޔ���ʼ�K�_����
����3.7 ���ߜ��
����3.7.1 �A��������A����70-80�档
����3.7.2 Ó�⣺�M��Ó��ޣ�Ó�≺����-0.05�� -0.07 MPa��Ó���Һλ��75-85%��
����3.7.3 ���|�����|�ضȞ�65-75�棬���|������24-25MPa(���{����������5MPa�����{һ��������24-25MPa)��
����3.7.4 ���ߜ���ضȞ�137-142�棬�r�g4���.
����3.7.5 ��s���ضȡ�30�档
����3.7.6 UHT�C���a���ڲ����^24С�r��
����3.7.7 �������g���������O�乩�����ṩ�ļ��g����Ҫ��
������ע��UHT�ڽ��������a����r�£����b�C�ΙC���a�r�g���ó��^3С�r��UHT���Ϻ��M�ϼ��r֪ͨ��ˇ�Tȡ�әz�y(����AIC��ϴ�r)��
����3.8 �o����
����3.8.1�o���՚≺����1.5MPa,TT140��110��,TT160��110�棬TT180��110�档
����3.8.2 �o������Ҏ��������o��������ϴ��4С�r�Ȳ������أ�������ǰ���M�ЉA��ϴ�������8С�r֮�Ȳ������أ��t������֮ǰ�M�ЉA+����ϴ��
����3.8.3 �������g���������O�乩�����ṩ�ļ��g����Ҫ��
����3.9 ���b
����3.9.1 ��������
����3.9.2��ˇ����
�����������M�Ϝضȣ����Ϝضȡ�30�档
�������p��ˮ��ȣ�30-50%��TBA19ÿ4��С�r�z�yһ�Σ����Lÿ������Qһ�Σ����������Ϲܵ��p��ˮ���30-50%ÿ���z�yһ�Σ�ÿ����ص��Qһ�Ρ�
�������p��ˮ�ض�
����TBA19 ���b�C��70-78�棻
����TBA22 ���b�C����78�档
�����܇���������a���ڡ���̖�����|�ڵȘ��R�Ĵ�ӡҪ��
�����ݹ��b�C���غ��^45��犲����_�C���b������������ء�
������CIP��ʂ����a�r
����ͣ�C�r�g��4С�r����ˮ��ϴ��
����ͣ�C�r�g��6С�r���A��ϴ+��ˮ��ϴ��
����ͣ�C�r�g��12С�r���A������ϴ+��ˮ��ϴ��
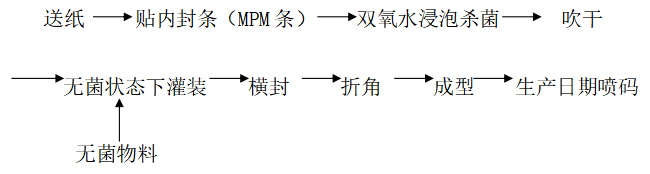
����3.10 ���b
����3.10.1�N��
���������z�����ضȞ�150-165�档
����3.10.2�b��
�������b��Ҏ��3��8 ��
�������b����ʽ���Ԅ��b�䣬���䣻
�����۳����ß����z�����ضȞ�170-180�档
����3.11���،��z�
����������XX��˾��Ʒȡ��Ҏ�t������XX��˾��Ʒ����Ҏ�������С�
����3.12���S
�������،��z�y�ϸ�aƷ����Ͷ���Ј���
����4��ע�����
����4.1 ���a�^�̑�����Ҏ��Ҏ���ą����M�п��ƣ�δҎ���ą������O��Ҫ���M�С�
����4.2 �J���������aӛ䛣��Ա���п����ԡ�
����4.3 ���a�^�̑�������ƣ����ϸ�����Ͻ^���M����һ������
����4.4 ���a܇�g��ֹ���F�ܡ�ð���Ρ�©�F��
�ġ�����ζ��������a�{��ָ��
����1���m�÷���
����������ѹ�ˇָ�������ֿ��]�����S�Č��H��r�ƶ��������a�{��ָ��
����2����ˇ�^��
���������ˮaƷ�Ĺ�ˇҪ����ҹ�˾���O���r����ˇ�^���������£�
����ԭ�̙z�����̡������������A���Ϛ�������s����������ϡ��A��� ���Ϛ��� ���A���Ó������|�����ߜؚ�������s�����b���N�ܡ��b����a������،������S
����3�����gҪ���{��10������ζ����̌��ã�
����3.1 ����
����3.1.1 ԭ���̙z��Ҫ�Ŀ��ضȡ���ȡ�֬���������|��������w���ƾ�����Ќ��йٵȎ��ָ���M�Йz�y��
����3.1.2 ���̣����̜ض�1-8�棨5-8�棩��
����3.1.3 Ӌ�����ڏS�ȵذ�վ�Q�أ�������ÿ���^���Ξ�ʡ�
����3.1.4 �^�V��ԭ���̽��^80Ŀ104A�p�^�V������ȥһЩ�^���s�|��
����3.1.5 ��s��ͨ�^106A��s��Ƭ��s����108��114A��114B���̹ޕ��档
����3.1.6�A�棺ԭ������108��114A��114B���̹ޕ���,�A��ض�1-8�棬����12С�r���������a, �糬�^12С�rʹ�ã������ƾ�����Ќ��й١���ȵ�ָ���M�Йz�y��
����3.2 ����
����3.2.1 �A���Ϛ������ض�65-70�棬�r�g2��犡�
����3.2.2 ��s�����A���Ϛ������ţ����s��1-8�棨4-8�棩��
����3.2.3 ���飺ͨ�^111B����C����ȥԭ�����е��s�|��
����3.2.4 �A�棺����ţ����114C��114D��114E���̹ޕ��棬�A��ض�1-8�棬����24С�r���������a,���A��r�g���^24С�r�������������ϡ�
����3.3 ����
����3.3.1 ���䷽����Ҫ�ă�����ӟ���70-80�档
����3.3.2 �Ƃ�B1С�Ϻ�����Һ
����a. ��116�x�ıã���ռ������10-15%�����Ã���ţ�̣����^ 205�ӟ��Ƭ�ӟ���70-80�棬������266���Ϲ��У�
����b. ��B1С���c����1�U3�ı�����ϣ��������Ϲ��У����ֻ��Ϝض���70-80�棨72�棩�����ټ��У�����Һ�ʾ���ğo���ۿ�Ҋ�w���Ļ������ԇ�z�飩���ڴ���ǰ10��犣���ʣ���ɰ�Ǽ������г���ܽ���
����c.ͨ�^267����268���x�ıã���269A����269B����s��Ƭ(�����^�V��)������20�棨18�棩���ң��M��ˮ�Ϲޡ�
����3.3.3 �Ƃ�B2С����Һ
����a. ��ռ������10-15%�����Ã���ţ�̼ӟ���50-60�棻
����b.����266���Ϲޣ��ڲ��������£� ��B2С�Ͼ����������У�ʹ�����ܽ⣨���ԇ�z�飩��
����c. ͨ�^267����268���x�ıã�269A����269B����s��Ƭ(�����^�V��)������15�����£��M��ˮ�Ϲޡ�
����3.3.4 �Ƃ�FС����Һ����FС�Ͼ����ص���30-40kg��30-40�棨32�棩����ˮ�У�����ܽ����ˮ�Ϲޡ�
����3.3.5 ���ݣ�ֹͣ���裬��ˮ��Ӄ���ţ�̶�����9800L�������Ʒ����15��犺��ջ���ζ����̰��Ʒ���a���Ƙ˜��M�и��^������ָ�˵��Ŀ�ęz�y�����Ʒ�ضȑ���15�棨10-15�棩��
����3.3.6 CС�ϣ��z�y�ϸ����CС�ϣ�����10��犡�
������ע��1�������ӵ�����ԭ���cС�����]��ڕ��棬�����ֹ��Ⱦ��
����2����͙z��횳��ߏ͙z��B�Ρ�
����3�������Ϲ�ʹ��ǰ�չޕr�g�_2С�r������M�П�ˮ�_ϴ15-20��犣����չޕr�g�_12С�r�M�ЉA+����ϴ��
����4���������g��261A��261B��261C��261Dˮ�Ϲޔ���ʼ�K�_����
����3.4���Ϛ���
����3.4.1 ���Ʒ��263�x�ıã�ͨ�^263�����M��320A����320B�������C���^�V���A����M��321A����321B�����|�C��
����3.4.2 ���|�����|������18-20MPa�����{����������5MPa�����{һ��������18-20 MPa����
����3.4.3 ���Ϛ������ض�68-72�棬�r�g15��犡�
����3.4.4 ��s����s��1-8�棬����220A����220B�����̹ޡ�
����3.5 �A��
�������Ʒ��220A��220B���̹��A��ض���1-8�棬����5С�r���������a�����A�泬�^5С�r������ǰȡ�ӏ͙z���A�����g�����a���g��ÿ1С�r�_����15��犣����C���Ͼ���
����3.6 ����
�������Ʒ��227�x�ıã���100Ŀ��40MĿ��228�^�V����ȥ������803C��803D��803E��803F��803G���g�ޡ�
����3.7 ���ߜ��
����3.7.1 �A��������A����70-80�档
����3.7.2 Ó�⣺�M��Ó��ޣ�Ó�≺����-0.05�� -0.07 MPa��Ó���Һλ��75-85%��
����3.7.3 ���|�����|������22-24MPa(���{����������5MPa�����{һ��������22-24MPa)��
����3.7.4 ���ߜ���ضȞ�137-142�棨137�棩���r�g4��犡�
����3.7.5 ��s���ضȡ�30�棨26�棩��
����3.7.6 UHT�C���a���ڲ����^24С�r��
����3.7.7 �������g���������O�乩�����ṩ�ļ��g����Ҫ��
������ע��UHT�ڽ��������a����r�£����b�C�ΙC���a�r�g���ó��^3С�r��UHT���Ϻ��M�ϼ��r֪ͨ��ˇ�Tȡ�әz�y(����AIC��ϴ�r)��
����3.8 �o����
����3.8.1 �o���՚≺����1.5MPa,TT140��110��,TT160��110�棬TT180��110�档
����3.8.2 �o������Ҏ��������o��������ϴ��4С�r�Ȳ������أ�������ǰ���M�ЉA��ϴ�������8С�r֮�Ȳ������أ��t������֮ǰ�M�ЉA+����ϴ��
����3.8.3 �������g���������O�乩�����ṩ�ļ��g����Ҫ��
����3.9 ���b
����3.9.1 ��������
����3.9.2��ˇ����
�����������M�Ϝضȣ����Ϝضȡ�30�档
�������p��ˮ��ȣ�30-50%��TBA19ÿ4��С�r�z�yһ�Σ����Lÿ������Qһ�Σ����������Ϲܵ��p��ˮ���30-50%ÿ���z�yһ�Σ�ÿ����ص��Qһ�Ρ�
�������p��ˮ�ض�
����TBA19 ���b�C��70-78�棻
����TBA22 ���b�C����78�档
�����܇���������a���ڡ���̖�����|�ڵȘ��R�Ĵ�ӡҪ��
�����ݹ��b�C���غ��^45��犲����_�C���b������������ء�
������CIP��ʂ����a�r
����ͣ�C�r�g��4С�r����ˮ��ϴ��
����ͣ�C�r�g��6С�r���A��ϴ+��ˮ��ϴ��
����ͣ�C�r�g��12С�r���A������ϴ+��ˮ��ϴ��
����3.10 ���b
����3.10.1 �N��
���������z�����ضȞ�150-165�档
����3.10.2 �b��
�������b��Ҏ��3��8 ��
�������b����ʽ���Ԅ��b�䣬���䣻
�����۳����ß����z�����ضȞ�170-180�档
����3.11 ���،��z�
����������XX��˾��Ʒȡ��Ҏ�t������XX��˾��Ʒ����Ҏ�������С�
����3.12 ���S
�������،��z�y�ϸ�aƷ����Ͷ���Ј���
����4��ע�����
����4.1 ���a�^�̑�����Ҏ��Ҏ���ą����M�п��ƣ�δҎ���ą������O��Ҫ���M�С�
����4.2 �J���������aӛ䛣��Ա���п����ԡ�
����4.3 ���a�^�̑�������ƣ����ϸ�����Ͻ^���M����һ������
����4.4 ���a܇�g��ֹ���F�ܡ�ð���Ρ�©�F��


![�]��](https://img.foodmate.net/foodmate/img/zhiliangem.jpg)
